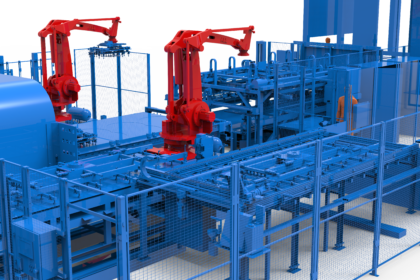
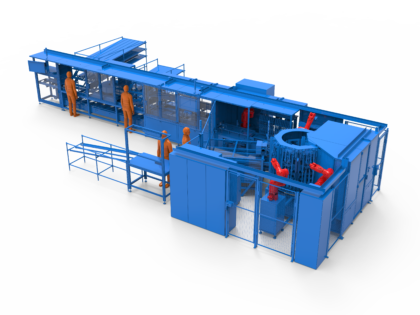
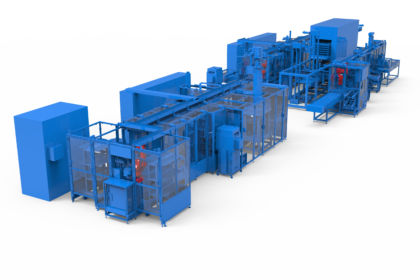
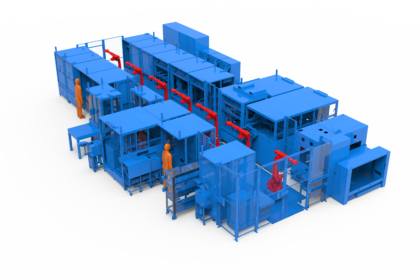
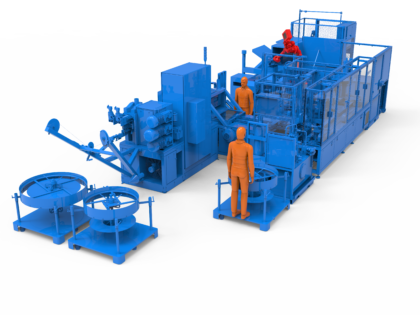
Our new semi-automatic line in total length of 57.5 meters was manufactured for the assembly of air conditioning units for the new BMW electric cars. The line consists of assembling and testing station, which are seamlessly connected. In the semi-automatic assembly part, two robotic workstations are designed for component loading and the other two are used for automatic screwdriving, which is secured by screwdriving systems from JHV-SOLUTIONS.
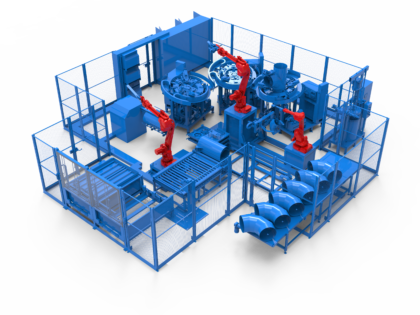
Test part of this assembly line is completely automatic. Here occurs a pressure test, the dimensions of the connection points are verified by a 3D camera, and the correctness of the assembly is checked by camera robotic workplace. Also the noise of the unit is tested in different load modes. After completing all the tests, the finished air conditioning unit is moved by the robot to the transport box.